



Precipitation-assisted heterostructure in a FeMnCoCrCuC high entropy alloy enables superior mechanical property

Abstract
High-entropy alloys in which the face-centered cubic structure is dominant cannot meet practical engineering application requirements due to their insufficient strength. Traditional strengthening methods can improve strength of materials, but they inevitably lead to decreased ductility. In this work, mechanical properties of a face-centered cubic-structured FeMnCoCrCu high-entropy alloy were improved by doping a substantial amount of carbon and employing a processing route that combines cold rolling and annealing. A dual-heterostructure characterized by both bimodal grain-size distribution and non-uniform distribution of nanoscale precipitates was constructed. The average grain sizes were 21.6 and 5.9 μm for the coarse and fine grains, accounting for 56.6% and 43.4% of the material, respectively. On the other hand, the finer M23C6 precipitates in the grain interior had an average size of 73.1 nm, constituting 3.4% of the coarse-grained region and 10.7% of the fine-grained region. The larger M23C6 precipitates at grain boundaries had an average size of 182.4 nm, with an overall volume fraction of 1.5%. This heterogeneous microstructure endowed the alloy with superior strength and work-hardening capacity compared to the carbon-free alloy. The yield and tensile strengths reached 500 MPa and 979 MPa, respectively, while maintaining a uniform elongation of 42%. This study not only identifies the origin of strengthening and micromechanism of plastic deformation in the carbon-alloyed dual-heterostructured alloy but also elucidates the formation of the specified microstructure. The findings provide theoretical guidance for developing advanced alloys with both high strength and good ductility.

Keywords
INTRODUCTION
High-entropy alloys (HEAs), also known as multi-principal elemental alloys (MPEAs), have attracted widespread attention in the field of materials science owing to their unique design concept and numerous excellent properties[1-5]. In recent years, the development of advanced metallic materials that meet the demands of high strength, high ductility and environmental sustainability has become a hot topic[6-9]. Among those, Li et al. designed the Fe50Mn30Co10Cr10 HEA based on the equimolar CoCrFeMnNi alloy, successfully enhancing both strength and ductility by introducing the transformation-induced plasticity (TRIP) mechanism[5]. However, the FeMn-based HEAs in which the face-centered cubic (fcc) structure is dominant usually exhibit low yield strength, rendering them unable to meet the growing demand for advanced structural materials. Consequently, researchers have employed various strengthening methods to enhance strength of the alloys while aiming to maintain good ductility. These methods include doping with interstitial and substitutional solute atoms[3,10-13], introducing nanoscaled precipitates[11-13], increasing defects such as twin boundaries, high-density dislocations and phase interfaces[14,15], and refining grains[13,16].
However, traditional strengthening methods, including solid solution, grain refinement, deformation and precipitation strengthening, often lead to a significant increase in strength but a substantial loss in plasticity. In recent years, the design strategy of “heterostructured (HS)” materials has gained widespread attention, as it has been proven to be an effective method for improving strength for metallic materials without significantly damaging their ductility. HS materials, particularly for structural applications, are composed of hard and soft domains with significant differences in mechanical properties (> 100%). The two domains exhibit a synergistic effect during co-deformation, resulting in overall mechanical properties that are superior to those predicted by the rule of mixture[17,18]. During deformation, the soft domains undergo plastic deformation first, while the hard domains are still in the elastic regime. To ensure the continuity of deformation, geometrically necessary dislocations (GNDs) are generated near the heterogeneous interfaces within the soft domains. The accumulation of GNDs leads to hetero-deformation-induced (HDI) stress, thereby enhancing the strength of materials and delaying plastic instability[19,20]. Currently, various heterostructures have been developed to improve the performance of alloys, including HS lamellar structures[21,22], bimodal and multimodal structures[23-25], gradient structures[26-28], dual-phase structures[5,29], harmonic structures[30], layered structures[31], and heterogeneous composite structures[18]. Among these, the earliest HS material that attracted great attention was the HS lamellar structures in pure Ti, as reported by Wu et al.[21]. By combining asymmetric rolling (87.5%) with partial recrystallization annealing (holding at 475 °C for 5 min), the soft domains with a 25% recrystallization fraction were embedded in a lamellar form within the non-recrystallized hard domains. This HS material not only exhibited high yield strength
In recent years, researchers have not been satisfied with the strengthening effects brought by one single heterostructure and begun to combine multiple heterostructures within individual materials. For instance, Li et al.[32] introduced a coherent L12 phase rich in Ni, Al, and Ti into a non-equimolar NiCoCr medium-entropy alloy (MEA). By combining rolling with the subsequent annealing, dual heterostructures characterized by bimodal grain sizes and a non-uniform distribution of precipitates were obtained. Specifically, the proportions and average grain sizes of the CG and fine-grained (FG) regions were
Inspired by previous studies, we focus on a fcc-structured Fe50Mn27Co10Cr10Cu3 HEA. By doping with C element (x = 0, 0.5, 1, 2, 3 at.%) and applying a process combining cold rolling (60%) and annealing at
EXPERIMENTAL PROCEDURE
Material preparation
In this work, Fe50Mn27-xCo10Cr10Cu3Cx HEAs with x ranging from 0 to 3 at.% were studied. The

Figure 1. Schematic illustration of the preparation route.
Microstructure characterization
The phase composition of the alloy was characterized using a Smartlab XRD instrument equipped with CuKα1 radiation (λ = 0.154056 nm). The scanning range was 40-100°, with a scanning rate of 5°/min. Microstructures before and after tensile deformation were characterized using a JSM-7001F scanning electron microscope (SEM), a ZEISS Crossbeam 550 SEM equipped with an electron backscatter diffraction (EBSD) probe, and a JEM 2100F TEM. Compositions of the matrix and precipitates were also analyzed using high-precision Gemini SEM 560 equipment. For SEM and EBSD analysis, samples were initially mechanically polished with sandpaper to remove surface oxides. Subsequently, electrolytic polishing was performed using a mixed solution of HClO4: C2H5OH=1:15 (vol.%) at a polishing voltage of 20 V for 20 s, maintaining the solution temperature at -20 °C. EBSD mapping was conducted with a step size of 80 nm, and the obtained data were processed and analyzed using the Channel 5 software. TEM samples were first mechanically polished to a thickness of 50 μm. They were then thinned using a TenuPol-5 twin-jet electropolisher at -25 °C and 25 V, using an electrolyte solution of
Mechanical property testing
Uniaxial tensile tests and loading-unloading-reloading (LUR) cyclic tensile tests were conducted using an AG-XPLUS 100 kN universal testing machine at room temperature. The tests were performed along the RD of the plate with a strain rate of 1 × 10-3 s-1. It should be noted that both the rolled and annealed samples exhibit weak texture components (see Supplementary Figures 1 and 2). Accordingly, mechanical properties in the RD and TD directions show insignificant changes (see Supplementary Figure 3), indicating isotropic mechanical properties of the alloys. The more detailed information can be found in the Supplementary Note “Texture Analysis”. In the LUR tests, the specimens were first stretched to 1% engineering strain, and then unloaded to 30 MPa. Subsequently, the LUR process was repeated at every 4% engineering strain interval until the sample fractured. An extensometer was used to accurately measure and control the displacement during testing. The gauge length of the specimens was 24 × 3 × 1 mm3. To ensure the repeatability of the results, both tensile and LUR tests were conducted three times. Microhardness test was performed with a load of 50 g and a dwell time of 10 s. The hardness measurements were taken at 20 different locations for each sample, and the average value was reported.
EXPERIMENTAL DATA
Tensile properties
Figure 2A depicts the room-temperature tensile stress-strain curves of the C0, C0.5, C1, C2, and C3 alloys. As the C content increases, yield strength of the alloys gradually grows, while uniform elongation only decreases slightly. Specifically, yield strength (σs) and tensile strength (σb) of C0 alloy are 223 MPa and

Figure 2. Tensile properties and strain hardening curves of the C0, C0.5, C1, C2 and C3 alloys: (A) engineering stress-strain curves, (B) true stress-strain curves and (C) strain-hardening rate curves.
Initial microstructure
As mentioned earlier, the C2 and C3 alloys exhibited significantly enhanced mechanical properties compared to the C1 alloy, with notable increase in yield and tensile strengths, slight decrease in uniform elongation, and substantial improvement in work hardening rates. Based on these findings, we selected the carbon-free base alloy C0 as well as the C1 and C3 alloys as the subjects for further investigation. Figure 3 shows the microstructures and corresponding grain size distributions of the C0 and C1 alloys obtained by SEM. Both alloys exhibit completely recrystallized microstructures with similar average grain sizes of

Figure 3. Microstructures of (A) C0 and (B) C1 alloys; (C) and (D) show grain size distributions corresponding to (A) and (B), respectively.

Figure 4. Microstructure of the C3 alloy: (A) macroscopic morphology; (B) enlarged view within the blue box in (A); (C) and (D) grain size distributions within the FG and the CG regions corresponding to (A). The yellow arrows in (B) indicate the band-like distribution of precipitates within or traversing grains. FG: Fine-grained; CG: coarse-grained.
To determine the type and structure of the precipitates, XRD measurements were conducted for the alloys. Unfortunately, only austenite was identified in the XRD pattern, and no precipitates were found [Figure 5A]. This may be due to the small size and low volume fraction of the precipitates (with a minimum size of tens of nanometers; see the text below), which prevents detection of the peaks from M23C6 precipitates. Linear fitting of the relationship between the lattice constant and C content indicates that an increase of 1 at.% C leads to a rise of 0.003 Å in lattice constant [Figure 5B]. Figure 6A shows the morphology of intergranular and intragranular precipitates in the FG regions of the C3 alloy obtained by TEM. Statistical analysis of precipitate sizes at multiple locations (including Figure 7) indicates that intragranular precipitates are smaller, with an average size of 73.1 nm [Figure 6B]. In contrast, intergranular precipitates are relatively large, with an average size of 182.4 nm [Figure 6C]. Selected area electron diffraction (SAED) patterns along the [0

Figure 5. XRD patterns of the Fe50Mn27-xCo10Cr10Cu3Cx alloys and the evolution of lattice parameter with increasing carbon content. XRD: X-ray diffraction.
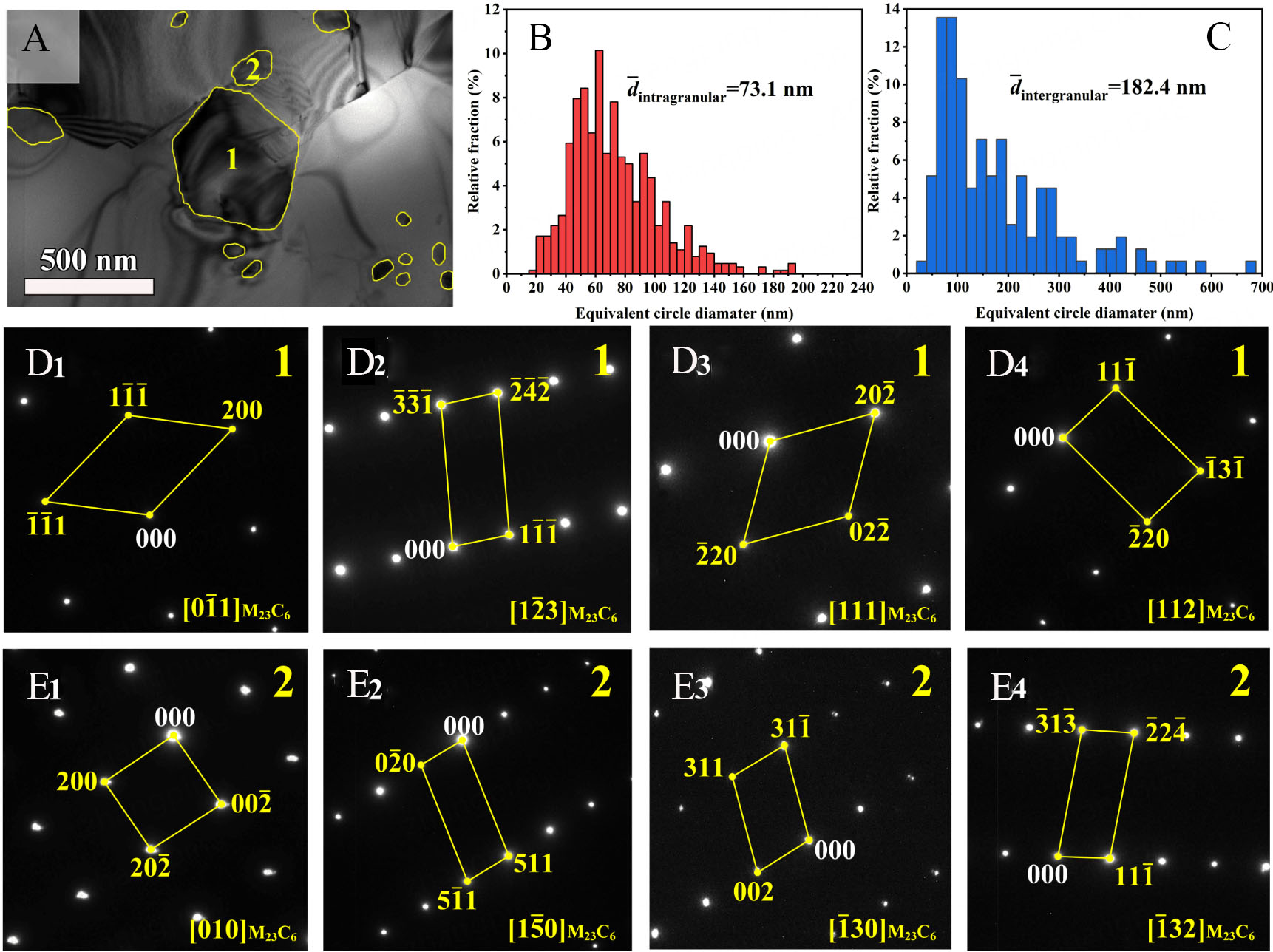
Figure 6. Microstructure of intragranular and intergranular M23C6 precipitates in the C3 Alloy: (A) typical TEM image of M23C6 precipitates; (B and C) precipitate size distribution of intragranular and intergranular precipitates; (D1-D4) the SAED patterns of the intergranular precipitates taken from the [0

Figure 7. Microstructure and elemental distribution of M23C6 precipitates in the C3 Alloy: (A) STEM image showing the band-like distribution of M23C6 precipitates in the CG region; (B) STEM image displaying M23C6 precipitates in the FG region, (A1-A6) and (B1-B6) the corresponding EDS mapping of Fe, Mn, Co, Cr, Cu and C elements. STEM: Scanning transmission electron microscope; CG: coarse-grained; FG: fine-grained; EDS: energy dispersive X-ray spectroscopy.
Microhardness
Vickers hardness measurements at different positions for each alloy are shown in Figure 8. The average hardness of the C0 alloy is 1.6 GPa. Due to the solid solution strengthening effect of C, the average hardness of the C1 alloy increases to 1.9 GPa. Additionally, because the grain size distribution in these two alloys is uniform, the hardness values fluctuate very little across different positions. In contrast, the average hardness in the CG regions of the C3 alloy reaches 2.5 GPa, while the FG regions exhibit a higher average hardness of 3.2 GPa. The difference in hardness between the CG and FG regions is not only attributed to grain size but also to the non-uniform distribution of precipitates. Furthermore, due to the highly inhomogeneous microstructure in this alloy, the hardness values in both CG and FG regions exhibit significant fluctuations.
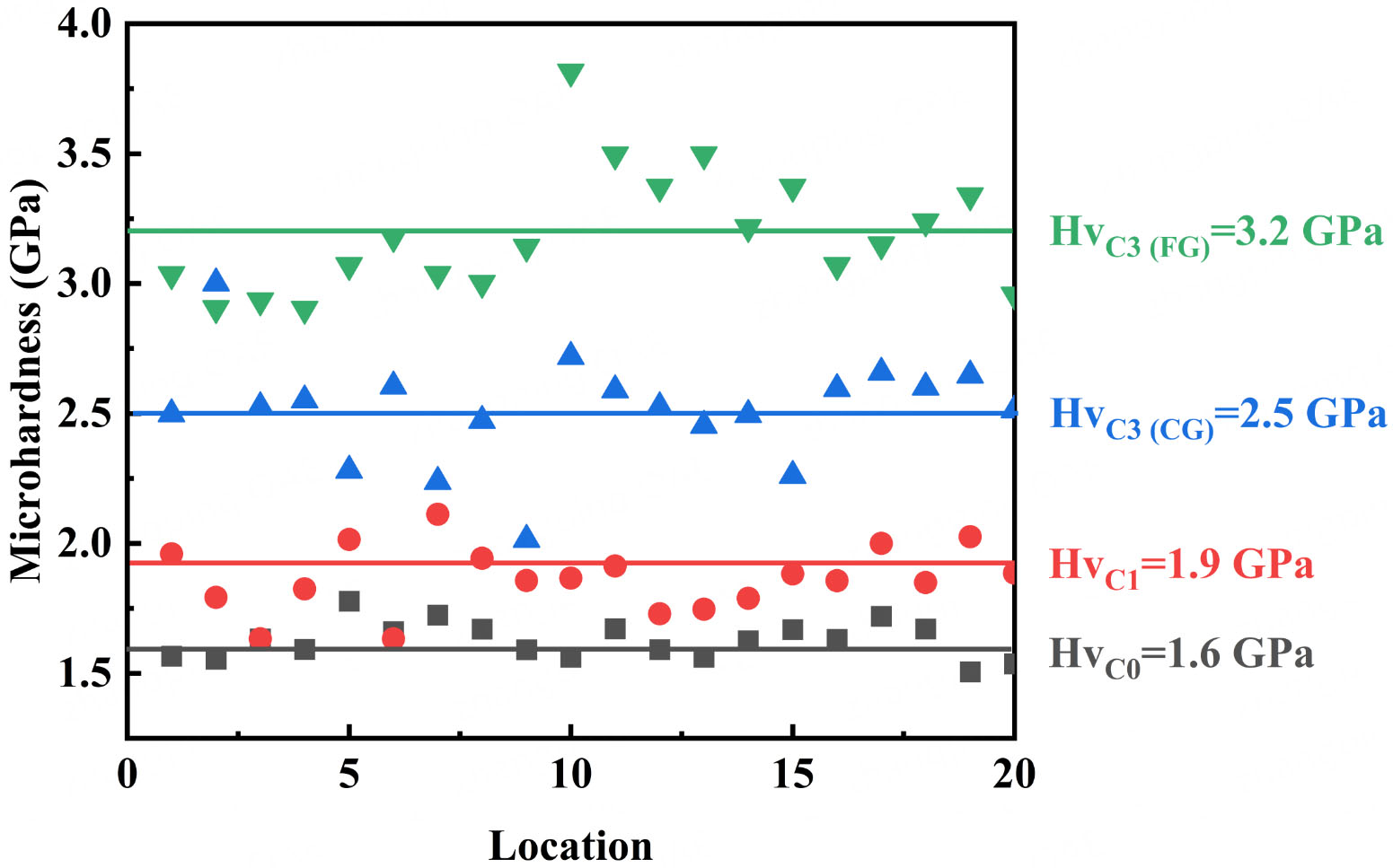
Figure 8. Microhardness measurements for 20 randomly selected locations in C0 and C1 alloys, as well as FG and CG regions of the C3 alloy. FG: Fine-grained; CG: coarse-grained.
Microstructure after tensile deformation
To reveal the mechanisms underlying the significant enhancements in strength and work hardening rate of the C3 alloy compared to the C0 and C1 alloys, we first performed EBSD characterization on the three alloys with a tensile strain of 42% (fracture strain of C3 alloy, corresponding to 0.35 true strain).

Figure 9. EBSD maps of C0, C1, and C3 alloys after 42% tensile strain: (A-C) orientation distribution maps; (D-F) KAM maps and (G-I) misorientation distribution maps. High-angle grain boundaries, defined as those with misorientation angles above 10°, are indicated by thin black solid lines in (A-C). EBSD: Electron backscatter diffraction; KAM: kernel average misorientation.
Subsequently, we perform TEM analysis on the three alloys with a tensile strain of 42%, as shown in Figure 10. After tensile deformation, fine intersecting twins are observed in the C0 alloy with an average thickness of 19 nm and an average spacing of 29 nm [Figure 10A]. The corresponding SAED pattern is shown in Figure 10A1. The C0 alloy also contains a significant amount of dislocation cell structures [Figure 10B], which are observed near the [110] zone axis under g = (002) condition [Figure 10B1]. The deformation microstructure of the C1 alloy closely resembles that of the C0 alloy [Figure 10C and D], with the deformed twins having average thickness and spacing of 16 nm and 39 nm, respectively, along with high-density dislocation cell structures. For the C3 alloy, twinning activation is also observed, with the deformed twins exhibiting average width and spacing of 12 nm and 44 nm, respectively

Figure 10. TEM images of the C0, C1 and C3 alloys after 42% tensile deformation: (A-A1), (C-C1) and (E-E1) deformation twins observed in C0, C1 and C3 alloys and the corresponding SAED patterns; (B-B1), (D-D1) and (F-F1) dislocations within the alloys and the corresponding SAED patterns; (G-G1) interaction between the uniformly distributed M23C6 precipitates and dislocations; (H-H1) interaction between the M23C6 precipitates within a band-like region and dislocations. Dislocations are observed near the [110] zone axis with g = (002). TEM: Transmission electron microscop; SAED: selected area electron diffraction.
DISCUSSION
Construction of the dual-heterostructure
The dual-heterostructure in the C3 alloy, characterized by bimodal grain sizes and the non-uniform distribution of precipitates, contributes to high strength and excellent work hardening capacity [Figure 2]. It is crucial to have a deep understanding of the formation mechanism of these non-uniform structures, in which the M23C6 precipitates play a key role. We then first analyze the formation of precipitates in the C3 alloy. Microstructural observations of the C3 alloy after solid solution treatment reveal that grain diameter reaches several hundred micrometers [Supplementary Figure 5A]. Further TEM characterization confirms that even with an addition of 3 at.% Cu, no Cu precipitation or other intermetallic compounds formed in the alloy [Supplementary Figure 5B and C]. This indicates that M23C6 precipitates only form during the subsequent short-term annealing process. Subsequently, SEM observations are conducted on the samples annealed at 1,000 °C for 1 min and 2 min. The sample annealed for 1 min has already formed CG and FG regions inside. At this stage, the average grain size of the CG region was smaller (~13.8 μm) compared to the sample annealed for 3 min, but the difference in distribution of M23C6 precipitates has already appeared [Figure 11A]. Specifically, the FG regions contain numerous fine precipitates within the grains, whereas the CG regions have a lower density of precipitates. Additionally, precipitates with a size of ~90 nm are present at the grain boundaries [Figure 11B]. As the annealing time extends to 2 min, grains in the CG regions significantly grow, while the grain size in the FG regions remains almost unchanged [Figure 11C]. At this point, the precipitates inside the FG regions slightly increase in size, while their density decreases [Figure 11D]. This suggests that the precipitates exert a strong pinning effect on the grain boundaries.

Figure 11. SEM images of the C3 alloy annealed at 1,000 °C for different time durations: (A) 1 min and (C) 2 min; (B) and (D) are the enlarged view of the red dashed rectangles in (A)and (C), respectively. SEM: Scanning electron microscope.
The formation of the dual-heterostructure in the C3 alloy can be illustrated by a schematic diagram, as depicted in Figure 12. The homogenized alloy exhibits a uniform, equiaxed CG structure. During the subsequent room-temperature rolling process, the degree of deformation of individual grains varies due to their different initial orientations. The regions with a high degree of deformation can provide numerous sites and sufficient energy for the nucleation of new grains and precipitates. Conversely, the regions with less deformation have the lower energy stored, resulting in fewer nucleation sites for precipitates and recrystallization. During deformation, a high density of dislocations and deformation twins is formed. In the following annealing process, in that area with the higher deformation energy, a high density of precipitates and a greater number of recrystallized grains are developed. Twins can serve as fast diffusion pathways for C atoms, allowing some M23C6 precipitates to nucleate along the twin boundaries[36]. As the annealing time increases, the recrystallized grains grow. When the moving grain boundaries encounter

Figure 12. Schematic illustration showing the formation of the dual-heterostructure in the C3 alloy during thermomechanical processing.
Strengthening mechanisms
The C3 alloy exhibits an excellent combination of strength and ductility, with the significantly improved yield and tensile strengths compared to the C0 and C1 alloys. Subsequently, we analyze the sources of strengthening in the C0, C1, and C3 alloys at their yielding point and an engineering strain of 42%. Since all three alloys are in the fully recrystallized state, the strength contribution from dislocations should be minor and close to each other[40], so the dislocation-induced strengthening was ignored in the calculation. Their yield strength contributions include solid solution strengthening from atoms other than carbon (σ0), interstitial solid solution strengthening from C atoms (σC), grain boundary strengthening (σG), and precipitation strengthening (σP).
For the C0 alloy, the strength comprises only σ0 and σG. According to the classical Hall-Petch formula[29], yield strength of the alloy can be expressed as:
where σG is the yield strength, d is the average diameter of the recrystallized grains, and k is the Hall-Petch coefficient. By fitting the relationship between grain size and yield strength for the C0 alloy with various grain sizes (as shown in Supplementary Figure 6, with tensile properties and Hall-Petch coefficient fitting illustrated in Supplementary Figure 7), σ0 and kC1 were determined to be 134 MPa and 416 MPa/μm1/2, respectively.
Similarly, the Hall-Petch coefficient for the C1 alloy was determined as 423 MPa/μm1/2. Due to the presence of precipitates in the C3 alloy, it is difficult to determine its Hall-Petch coefficient directly. The Hall-Petch coefficients for the C0 and C1 alloys are similar, thus we assume that the coefficient for the C3 alloy is
For the C0 alloy, with an average grain size of 19.9 μm, its grain boundary strengthening is 93 MPa. For the C1 alloy, with an average grain size of 18.8 μm, the grain boundary strengthening is 98 MPa. The C3 alloy can be subdivided into a CG region which occupies 56.6% of the area and has an average grain size of
here, fCG and fFG are the area fractions of the CG and FG regions, and dCG and dFG are the average grain sizes of the regions, respectively. The grain boundary-induced strengthening for the C3 alloy was then determined as 126 MPa.
Next, we calculated σC for the C1 alloy through interpolation. Yield strength of the C1 alloy is composed of σ0, σC, and σG, resulting in σ0 = 33 MPa for the C1 alloy. To estimate the strength contribution from 1 at.% C, σC for the C0.5 alloy was also calculated as 8 MPa using the same method. Specifically, the grain boundary strengthening of the C0.5 alloy, with an average grain size of 18.4 μm [Supplementary Figure 8], is 98 MPa. By performing linear fitting on σC for the C0, C0.5, and C1 alloys [Supplementary Figure 9], we determined that each 1 at.% C contributed ~33 MPa of solid solution strengthening. The measured C content of the C3 alloy was 2.29 at.% [Supplementary Table 2], leading to an estimated σC of 76 MPa.
Finally, the C3 alloy contains a significant amount of M23C6 precipitates. Due to the minimum size of the precipitates being tens of nanometers, dislocations primarily move by bypassing these precipitates through the Orowan mechanism (as illustrated in Figure 10G and H). The strengthening contribution of precipitation can be calculated using[41,42]:
where λ is the interparticle spacing, r is the radius of the precipitate, and b is the magnitude of the Burgers vector
here, dP represents the diameter of precipitates, and VP denotes the volume fraction of precipitates. As previously mentioned, the average diameter of the small precipitates within grains is 73.1 nm. The precipitate fraction in the CG region is 3.4%, while in the FG region, the volume fraction of precipitates is 10.7%. The average diameter of the larger intergranular precipitates is 182.4 nm, with a volume fraction of 1.5%. Therefore, the strength contributions from precipitates in the CG region, FG region, and intergranular areas are 56 MPa, 90 MPa, and 23 MPa, respectively. The total σP of the alloy is 169 MPa. Consequently, the calculated total yield strength of the C3 alloy is 505 MPa, which is consistent with the measured yield strength of 500 MPa.
At an engineering strain of 42%, the flow stress originates from σ0, σC, σG, σP, dislocation strengthening
where θ is the misorientation angle, evaluated by the average KAM value obtained from EBSD, and μ is the step size of EBSD mapping (0.08 μm). The calculated dislocation densities for the C0, C1, and C3 alloys are 2.80 × 1015, 2.54 × 1015 and 5.28 × 1015 m-2, respectively. The strengthening contributions due to dislocations
where M is the Taylor factor (3.06) and α is a constant (0.2)[45]. Therefore, the contributions from dislocations in the C0, C1, and C3 alloys are 364 MPa, 347 MPa, and 500 MPa, respectively.
Additionally, deformation twining occurs in the alloys during tensile deformation [Figure 10]. The continuous activation of these twinning significantly refines the microstructure, thereby enhancing the flow stress of the material. By subtracting σ0, σC, σG, σP and σD from the measured yield strength, the σT values for the three alloys are calculated to be 137 MPa, 258 MPa, and 382 MPa, respectively. The results indicate that the contribution of twin boundaries to strength of the C3 alloy is the largest, which may be attributed to the limited carbon content of only 2.29 at.% in the alloy matrix. This means that the practical increase in SFE induced by interstitial carbon is not high enough to substantially change the deformation mode. Additionally, grain size is another important factor affecting the activation of mechanical twins[16,46]. The presence of coarse grains in the C3 alloy tends to promote extensive twining, leading to the more significant strengthening induced by the twin boundaries. The strength contribution for each alloy is illustrated in Figure 13. Compared to the C0 alloy, the yield strength increment of C3 alloy mainly comes from precipitation strengthening (145 MPa) and interstitial solid solution induced strengthening (76 MPa). This explains why both CG and FG regions of the C3 alloy exhibit significantly higher microhardness than the C0 alloy. After tensile deformation, the primary source of flow stress in the alloys is dislocation strengthening, which is attributed to the complex interactions between precipitates and dislocations

Figure 13. Strength contributions in the C0, C1 and C3 alloys at: (A) the yielding point and (B) 42% tensile strain.
HDI strengthening and plastic deformation mechanisms
The C3 alloy demonstrates an excellent strength-plasticity combination, which can be attributed to its unique dual heterostructure. In this case, the CG region acts as the soft domain, while the FG region is the hard domain. The uneven distribution of precipitates in the CG and FG regions further enhances the differences in mechanical properties between the different regions. Specifically, the Vickers hardness of the CG region in the C3 alloy is measured to be 2.5 GPa, while that of the FG region can reach 3.4 GPa. Similarly, the micron-sized recrystallized grains are viewed as the soft domain, whereas the nanosized M23C6 precipitates are regarded as the hard domain. At the onset of deformation, both soft and hard regions undergo elastic deformation simultaneously. As deformation proceeds, the soft region begins to undergo plastic deformation, while the hard region remains in the elastic state. To facilitate the coordinated deformation between the different regions, GNDs are generated at the interface between the soft and hard regions. Results from EBSD analysis indicate that under the same strain, the dual heterostructure of the C3 alloy exhibits approximately double the dislocation density compared to the equiaxed C0 and C1 alloys. Specifically, the dislocation densities for C0, C1, and C3 alloys are 2.80 × 1015, 2.54 × 1015, and
To evaluate the HDI strengthening and hardening resulting from the heterostructure, we conducted LUR cyclic tensile experiments on the C0, C1, and C3 alloys. The engineering stress-strain and true stress-strain curves for each alloy are presented in Figure 14A and B, with an enlarged view of the individual hysteresis loops depicted in Figure 14C. The HDI stress is calculated as the average of the unloading stress (σu) and the reloading stress (σr)[50,51], as follows:

Figure 14. (A) Engineering stress-strain curves of the C0, C1 and C3 alloys obtained by LUR tests; (B) the corresponding true stress-strain curves; (C) an enlarged view of typical hysteresis loops in the shadow area in (B); (D) HDI stress as a function of true stress. LUR: Loading-unloading-reloading; HDI: hetero-deformation-induced.
As shown in Figure 14D, both C0 and C1 alloys exhibit relatively small hysteresis loops at all stages of deformation, indicating low HDI stress for both, with a similar rate of stress increase with straining. In contrast, the C3 alloy displays larger hysteresis loops, demonstrating significantly higher HDI stress than C0 and C1 alloys at all strains, with the highest ratio of HDI stress to true strain. This indicates that the C3 alloy, due to its dual heterogeneous structure, has a greater HDI strengthening and hardening effect compared to the C0 and C1 alloys with uniform microstructures.
Furthermore, the C3 alloy exhibits optimal strain hardening ability while the strength is elevated, which can be ascribed to the following. Firstly, similar to the C0 and C1 alloys, the C3 alloy still shows significant twinning activation during tensile deformation [Figure 10]. The continuous activation of twinning refines the microstructure, thus providing the capacity for sustained plastic deformation and good work hardening[52]. The activation of twinning is closely related to the SFE, which for the solid solution-treated C3 alloy is 37.2 mJ/m2 [Supplementary Note and Supplementary Figure 10]. For the cold-rolled and short-time annealed alloy, the SFE should be lower than this value due to a certain amount of C element precipitating from the matrix as precipitates, thereby promoting the activation of twins[53,54]. Secondly, the multiscale
CONCLUSIONS
In this study, we doped FeMnCoCrCu HEA with carbon and obtained alloys with different microstructural characteristics through combined processing of cold rolling and the subsequent annealing. Notably, the C3 alloy, characterized by a dual-heterostructure, exhibits high strength and excellent plasticity combination, along with superior work hardening ability. The main conclusions are as follows:
(1) The C0 and C1 alloys possess uniform microstructures with average grain sizes of 19.9 μm and 18.8 μm, respectively. In contrast, the C3 alloy exhibits dual-heterostructure, including bimodal grain sizes, small-sized M23C6 precipitates within grains, and large-sized M23C6 precipitates at grain boundaries. Specifically, the average grain sizes in the CG and FG regions of the C3 alloy are 21.6 μm and 5.9 μm, respectively, with volume fractions of 43.4% and 56.6%. The small-sized precipitates within the grains have an average size of 73.1 nm, with volume fractions of 3.4% and 10.7% in the CG and FG regions, respectively. The large-sized intergranular precipitates have an average size of 182.4 nm and a total volume fraction of 1.5%.
(2) The C0 alloy has a yield strength of 223 MPa, tensile strength of 535 MPa, and uniform elongation of 57.1%. In contrast, the C3 alloy exhibits significantly enhanced strength and work hardening rate, with only a modest reduction in plasticity. Specifically, the C3 alloy has a yield strength of 500 MPa, tensile strength of 979 MPa, and uniform elongation of 42%.
(3) Compared to the carbon-free alloy, the enhanced yield strength of the C3 alloy primarily arises from interstitial solid solution strengthening and precipitation-induced strengthening. During the work hardening stage, the increase in flow stress in the C3 alloy mainly comes from strengthening caused by dislocations and deformation twinning.
(4) The dual-heterostructure of the C3 alloy results in significant HDI strengthening and hardening. The high HDI stress significantly enhances both yield strength and strain hardening capacity of the alloy.
DECLARATIONS
Acknowledgments
We extend our special thanks to Mr. Yujie Liu from the School of Materials Science and Engineering, Northeastern University, for his assistance with TEM characterization.
Authors’ contributions
Conceived the idea and supervised the project: Jia, N.; Zhu, M.
Responsible for material preparation and experimental testing: Yuan, Y.; Wang, J.
Collaborated on data analysis and result discussions: Yuan, Y.; Min, J.; Pan, H.; Yang, Y.; Chen, W.; Jia, N.
Wrote the manuscript: Yuan, Y.; Jia, N.
All authors participated in reviewing and contributed to the final version of the manuscript.
Availability of data and materials
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Financial support and sponsorship
This work was supported by the National Key Research and Development Program of China (2021YFA1200203) and the National Natural Science Foundation of China (Nos. 52371097, 51922026).
Conflicts of interest
All authors declared that there are no conflicts of interest.
Ethical approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Copyright
© The Author(s) 2025.
Supplementary Materials
REFERENCES
1. Yeh, J.; Chen, S.; Lin, S.; et al. Nanostructured high-entropy alloys with multiple principal elements: novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299-303.
2. Cantor, B.; Chang, I.; Knight, P.; Vincent, A. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A. 2004, 375-377, 213-8.
3. He, Z.; Jia, N.; Yan, H.; et al. Multi-heterostructure and mechanical properties of N-doped FeMnCoCr high entropy alloy. Int. J. Plast. 2021, 139, 102965.
4. He, Z.; Guo, Y.; Sun, L.; et al. Interstitial-driven local chemical order enables ultrastrong face-centered cubic multicomponent alloys. Acta. Mater. 2023, 243, 118495.
5. Li, Z.; Pradeep, K. G.; Deng, Y.; Raabe, D.; Tasan, C. C. Metastable high-entropy dual-phase alloys overcome the strength-ductility trade-off. Nature 2016, 534, 227-30.
6. Marques, F.; Balcerzak, M.; Winkelmann, F.; Zepon, G.; Felderhoff, M. Review and outlook on high-entropy alloys for hydrogen storage. Energy. Environ. Sci. 2021, 14, 5191-227.
7. Liu, Y.; Du, H.; Zhang, X.; Yang, Y.; Gao, M.; Pan, H. Superior catalytic activity derived from a two-dimensional Ti3C2 precursor towards the hydrogen storage reaction of magnesium hydride. Chem. Commun. 2016, 52, 705-8.
8. Pang, Y.; Liu, Y.; Gao, M.; et al. A mechanical-force-driven physical vapour deposition approach to fabricating complex hydride nanostructures. Nat. Commun. 2014, 5, 3519.
9. Zhang, X.; Liu, Y.; Ren, Z.; et al. Realizing 6.7 wt% reversible storage of hydrogen at ambient temperature with non-confined ultrafine magnesium hydrides. Energy. Environ. Sci. 2021, 14, 2302-13.
10. Min, J.; Yuan, Y.; He, Z.; Zhu, M.; Chen, W.; Jia, N. Superior mechanical properties and multiple strengthening mechanisms of a V-alloyed FeMnCoCr high-entropy alloy. Mater. Sci. Eng. A. 2024, 902, 146614.
11. Li, Z.; Raabe, D. Strong and ductile non-equiatomic high-entropy alloys: design, processing, microstructure, and mechanical properties. JOM. 2017, 69, 2099-106.
12. Li, Z.; Tasan, C. C.; Springer, H.; Gault, B.; Raabe, D. Interstitial atoms enable joint twinning and transformation induced plasticity in strong and ductile high-entropy alloys. Sci. Rep. 2017, 7, 40704.
13. Zhang, H.; Zhao, M.; Zhang, J.; Zhao, X.; Fang, F.; Jia, N. Ultrahigh strength induced by multiple heterostructures in a FeMnCoCrN high-entropy alloy fabricated by powder metallurgy technique. Mater. Sci. Eng. A. 2022, 846, 143304.
14. Su, J.; Raabe, D.; Li, Z. Hierarchical microstructure design to tune the mechanical behavior of an interstitial TRIP-TWIP high-entropy alloy. Acta. Mater. 2019, 163, 40-54.
15. Yuan, Y.; Wang, J.; Wei, J.; Chen, W.; Yan, H.; Jia, N. Cu alloying enables superior strength-ductility combination and high corrosion resistance of FeMnCoCr high entropy alloy. J. Alloy. Compd. 2024, 970, 172543.
16. Li, Z.; Tasan, C. C.; Pradeep, K. G.; Raabe, D. A TRIP-assisted dual-phase high-entropy alloy: grain size and phase fraction effects on deformation behavior. Acta. Mater. 2017, 131, 323-35.
18. Zhu, Y. T.; Wu, X. L. Introduction to heterostructured materials. Oxford: Elsevier; 2023. pp. 9-10. Available from: https://doi.org/10.1016/C2021-0-00963-9. [Last accessed on 17 Mar 2025].
19. Li, A.; Yu, P.; Gao, Y.; Dove, M.; Li, G. Ultra-high strength and excellent ductility high entropy alloy induced by nano-lamellar precipitates and ultrafine grain structure. Mater. Sci. Eng. A. 2023, 862, 144286.
20. Yang, Y.; Liu, Y.; Jiang, S.; et al. Achieving exceptional strength and ductility combination in a heterostructured Mg-Y alloy with densely refined twins. J. Mater. Scie. Technol. 2024, 189, 132-45.
21. Wu, X.; Yang, M.; Yuan, F.; et al. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. U. S. A. 2015, 112, 14501-5.
22. Li, J.; Cao, Y.; Gao, B.; Li, Y.; Zhu, Y. Superior strength and ductility of 316L stainless steel with heterogeneous lamella structure. J. Mater. Sci. 2018, 53, 10442-56.
23. Zhang, Z.; Orlov, D.; Vajpai, S. K.; Tong, B.; Ameyama, K. Importance of bimodal structure topology in the control of mechanical properties of a stainless steel. Adv. Eng. Mater. 2015, 17, 791-5.
24. Zhang, Z.; Vajpai, S. K.; Orlov, D.; Ameyama, K. Improvement of mechanical properties in SUS304L steel through the control of bimodal microstructure characteristics. Mater. Sci. Eng. A. 2014, 598, 106-13.
25. Yang, Y.; Liu, Y.; Yan, S.; et al. On the micromechanism of superior strength and ductility synergy in a heterostructured Mg-2.77Y alloy. J. Magnes. Alloys. 2024, 12, 2793-811.
26. Pu, Z.; Cai, S.; Dai, L. Effective strengthening and toughening in high entropy-alloy by combining extrusion machining and heat treatment. Scr. Mater. 2022, 213, 114630.
27. Sun, W.; Luo, J.; Chan, Y. Y.; Luan, J.; Yang, X. An extraordinary-performance gradient nanostructured Hadfield manganese steel containing multi-phase nanocrystalline-amorphous core-shell surface layer by laser surface processing. J. Mater. Sci. Technol. 2023, 134, 209-22.
28. Sun, Y.; Kong, X.; Wang, Z. Superior mechanical properties and deformation mechanisms of a 304 stainless steel plate with gradient nanostructure. Int. J. Plast. 2022, 155, 103336.
29. Wang, Z.; Lu, W.; Zhao, H.; et al. Ultrastrong lightweight compositionally complex steels via dual-nanoprecipitation. Sci. Adv. 2020, 6.
30. Li, G.; Liu, M.; Lyu, S.; et al. Simultaneously enhanced strength and strain hardening capacity in FeMnCoCr high-entropy alloy via harmonic structure design. Scr. Mater. 2021, 191, 196-201.
31. Jiang, S.; Peng, R. L.; Hegedűs, Z.; et al. Micromechanical behavior of multilayered Ti/Nb composites processed by accumulative roll bonding: an in-situ synchrotron X-ray diffraction investigation. Acta. Mater. 2021, 205, 116546.
32. Li, A.; Liu, X.; Li, R.; et al. Double heterogeneous structures induced excellent strength-ductility synergy in Ni40Co30Cr20Al5Ti5 medium-entropy alloy. J. Mater. Scie. Technol. 2024, 181, 176-88.
33. Guo, S.; Ma, Z.; Xia, G.; et al. Pursuing ultrastrong and ductile medium entropy alloys via architecting nanoprecipitates-enhanced hierarchical heterostructure. Acta. Mater. 2024, 263, 119492.
34. Zhao, G.; Zhang, J.; Li, J.; Li, H.; Liu, H.; Ma, L. Effect of copper on edge cracking behavior and microstructure of rolled austenitic stainless steel plate. J. Iron. Steel. Res. Int. 2022, 29, 281-94.
35. Gao, J.; Jiang, S.; Zhang, H.; et al. Facile route to bulk ultrafine-grain steels for high strength and ductility. Nature 2021, 590, 262-7.
36. Wang, X.; Xu, L.; Jiao, L.; et al. Inhibition of the intergranular brittleness of HR3C heat-resistant steel by strain-aging induced nano-M23C6 dispersion precipitation. J. Mater. Scie. Technol. 2025, 213, 288-99.
37. Weygand, D.; Bréchet, Y.; Lépinoux, J. Zener pinning and grain growth: a two-dimensional vertex computer simulation. Acta. Mater. 1999, 47, 961-70.
38. Humphreys, F.; Ardakani, M. Grain boundary migration and zener pinning in particle-containing copper crystals. Acta. Mater. 1996, 44, 2717-27.
39. Moon, J.; Bouaziz, O.; Kim, H. S.; Estrin, Y. Twinning Engineering of a CoCrFeMnNi high-entropy alloy. Scr. Mater. 2021, 197, 113808.
40. He, Z.; Jia, N.; Wang, H.; Yan, H.; Shen, Y. Synergy effect of multi-strengthening mechanisms in FeMnCoCrN HEA at cryogenic temperature. J. Mater. Sci. Technol. 2021, 86, 158-70.
41. Zhang, Z.; Chen, D. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: a model for predicting their yield strength. Scr. Mater. 2006, 54, 1321-6.
42. Wu, Y.; Zhao, X.; Chen, Q.; et al. Strengthening and fracture mechanisms of a precipitation hardening high-entropy alloy fabricated by selective laser melting. Virtual. Phys. Prototyp. 2022, 17, 451-67.
43. Zhang, Q.; Chen, D. A model for predicting the particle size dependence of the low cycle fatigue life in discontinuously reinforced MMCs. Scr. Mater. 2004, 51, 863-7.
45. Dini, G.; Ueji, R.; Najafizadeh, A.; Monir-vaghefi, S. Flow stress analysis of TWIP steel via the XRD measurement of dislocation density. Mater. Sci. Eng. A. 2010, 527, 2759-63.
46. Liu, S.; Xiong, Z.; Guo, H.; Shang, C.; Misra, R. The significance of multi-step partitioning: Processing-structure-property relationship in governing high strength-high ductility combination in medium-manganese steels. Acta. Mater. 2017, 124, 159-72.
47. Sun, L. F.; He, Z. F.; Jia, N.; et al. Local chemical order enables an ultrastrong and ductile high-entropy alloy in a cryogenic environment. Sci. Adv. 2024, 10, eadq6398.
48. Basu, I.; De, H. J. T. Strengthening mechanisms in high entropy alloys: Fundamental issues. Scr. Mater. 2020, 187, 148-56.
49. Biswas, K.; Yeh, J.; Bhattacharjee, P. P.; Dehosson, J. T. High entropy alloys: key issues under passionate debate. Scr. Mater. 2020, 188, 54-8.
50. Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393-8.
51. Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145-51.
52. Picak, S.; Liu, J.; Hayrettin, C.; et al. Anomalous work hardening behavior of Fe40Mn40Cr10Co10 high entropy alloy single crystals deformed by twinning and slip. Acta. Mater. 2019, 181, 555-69.
53. Ming, K.; Bi, X.; Wang, J. Strength and ductility of CrFeCoNiMo alloy with hierarchical microstructures. Int. J. Plast. 2019, 113, 255-68.
54. Laplanche, G.; Kostka, A.; Horst, O.; Eggeler, G.; George, E. Microstructure evolution and critical stress for twinning in the CrMnFeCoNi high-entropy alloy. Acta. Mater. 2016, 118, 152-63.
55. Wang, J.; Zou, J.; Yang, H.; et al. Ultrastrong and ductile (CoCrNi)94Ti3Al3 medium-entropy alloys via introducing multi-scale heterogeneous structures. J. Mater. Sci. Technol. 2023, 135, 241-9.
Cite This Article
How to Cite
Download Citation
Export Citation File:
Type of Import
Tips on Downloading Citation
Citation Manager File Format
Type of Import
Direct Import: When the Direct Import option is selected (the default state), a dialogue box will give you the option to Save or Open the downloaded citation data. Choosing Open will either launch your citation manager or give you a choice of applications with which to use the metadata. The Save option saves the file locally for later use.
Indirect Import: When the Indirect Import option is selected, the metadata is displayed and may be copied and pasted as needed.
About This Article
Copyright















Comments
Comments must be written in English. Spam, offensive content, impersonation, and private information will not be permitted. If any comment is reported and identified as inappropriate content by OAE staff, the comment will be removed without notice. If you have any queries or need any help, please contact us at [email protected].